
Ottieni un preventivo

+86-18862679789


admin@evertopest.com

le prestazioni di estrusione differiscono con direzioni di rotazione diverse?
Nel processo di miscelazione dei materiali, le prestazioni dell'estrusore bivite determinano direttamente l'effetto di miscelazione dei materiali, l'efficienza produttiva e la qualità del prodotto finale. In base alla direzione di rotazione della vite, gli estrusori bivite sono suddivisi in estrusori bivite corotanti ed estrusori bivite controrotanti e la differenza principale tra i due risiede nella direzione di rotazione della vite. Quella che sembra essere solo una differenza nel senso di rotazione si traduce in distinzioni significative tra i due in termini di caratteristiche di lavorazione, capacità di miscelazione e compatibilità del prodotto.
La differenza principale tra bivite corotante e bivite controrotante risiede nel processo di interazione delle viti:
• Quando i due filetti di una bivite corotante spingono il materiale, la loro spinta si sovrappone;
• Quando le due filettature di una doppia vite controrotante spingono il materiale, le loro spinte si annullano a vicenda.
Ciò determina il principio di funzionamento di base e le caratteristiche prestazionali delle viti bivite corotanti e controrotanti.
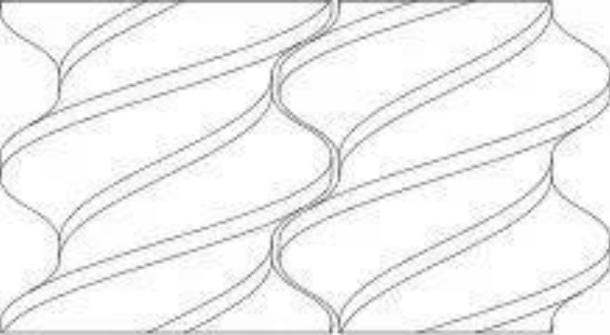
Figura 4 Montaggio della doppia vite corotante
La modalità di accoppiamento della doppia vite corotante è mostrata nella Figura 4. Le due viti della doppia vite corotante ruotano nella stessa direzione e le filettature sono entrambe destrorse. La determinazione della direzione di trasporto del materiale è la stessa della monovite.
La modalità di accoppiamento della doppia vite controrotante è mostrata nella Figura 5. Le due viti della doppia vite controrotante ruotano in direzioni opposte e le filettature delle due viti ruotano in direzioni opposte. Le due viti ruotano verso l'esterno. Cioè, lungo la direzione di estrusione, il lato destro è la vite sinistra, che ruota in senso orario, e il lato sinistro è la vite destra, che ruota in senso antiorario.
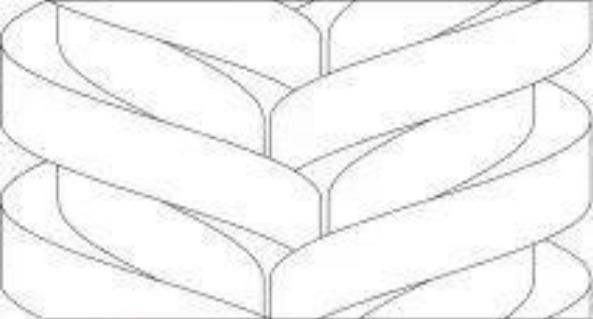
Figura 5 Montaggio con doppia vite controrotante
Analisi dei risultati degli esperimenti di simulazione
Campo fisico
1
Campo di pressione
Come si vede dalla mappa della nuvola di pressione (Figura 6) e dalla curva di variazione della pressione (Figura 7):
Nel processo di estrusione bivite corotante, la pressione nel canale di flusso oscilla. Facendo riferimento alla struttura dopo l'adattamento della doppia vite corotante (Figura 4), si è riscontrato che la fluttuazione della pressione fluttua su e giù con la posizione della cresta della vite. Questo perché la cresta della vite è una parte molto sporgente della superficie della vite e il materiale estruso è soggetto a forze di estrusione e taglio più forti quando passa attraverso la cresta della vite, quindi la pressione è spesso relativamente elevata nella posizione della cresta della vite.
Nell'estrusione bivite controrotante, la pressione nel canale prima aumenta e poi diminuisce lungo la direzione di estrusione, e l'alta pressione locale si verifica nella posizione centrale. Facendo riferimento alla struttura dell'accoppiamento bivite controrotante (Figura 5), si è riscontrato che l'alta pressione locale si verifica nel punto di ingranamento lungo il centro della direzione di estrusione. Questo perché le due viti ruotano in direzioni opposte e il flusso del materiale non è uniforme o bloccato durante il processo di estrusione, il materiale si accumula nella posizione centrale e quindi forma l'alta pressione locale nel canale.
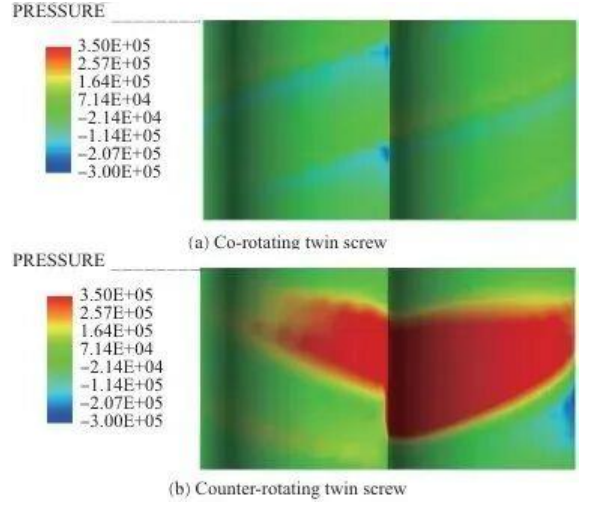
Figura 6 Diagramma della nuvola di pressione nel canale durante il processo di estrusione
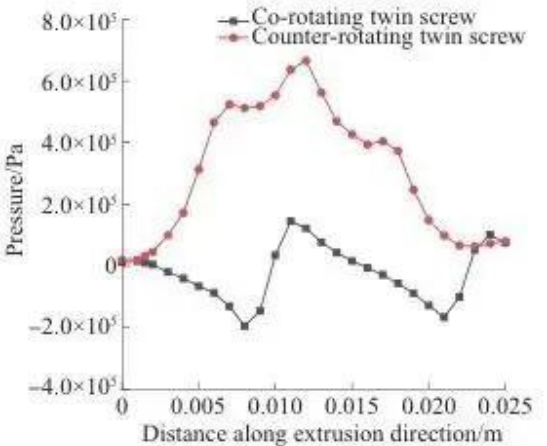
Figura 7 Curva di variazione della pressione
2
Campo della velocità di taglio
Come visto dalla nuvola di velocità di taglio (Figura 8) e dalla curva di variazione della velocità di taglio (Figura 9):
Sia nell'estrusione bivite corotante che nell'estrusione bivite controrotante, la velocità di taglio è maggiore in corrispondenza della cresta della vite e inferiore in corrispondenza della scanalatura della vite. La ragione di questo fenomeno è che il materiale scorre più velocemente negli spazi stretti e lo spazio tra le creste delle viti e la parete interna del cilindro è più piccolo, quindi la velocità di taglio è maggiore, mentre lo spazio tra le scanalature delle viti e la parete interna del cilindro è maggiore, quindi la velocità di taglio è inferiore.
L'elevata velocità di taglio locale nella doppia vite controrotante è causata da perdite.
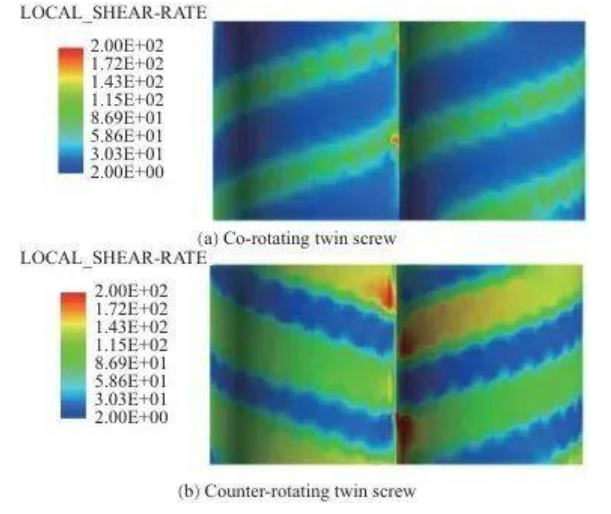
Figura 8 Nuvola della velocità di taglio durante l'estrusione
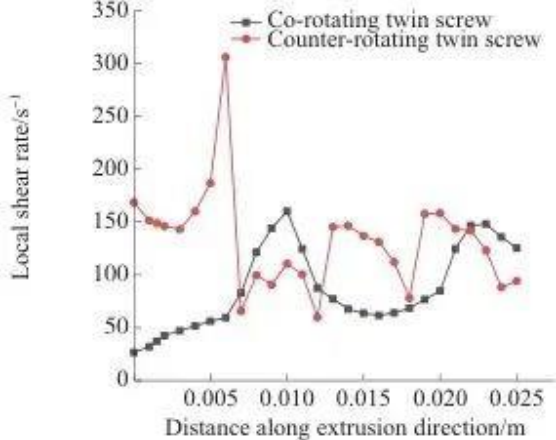
Figura 9 Curva di variazione della velocità di taglio
La miscelazione si divide principalmente in miscelazione distributiva e dispersiva.
La miscelazione distribuita viene utilizzata per descrivere il processo di distribuzione del materiale, in cui il materiale viene costantemente riorganizzato e diretto sotto la spinta del rotore a coclea;
La miscelazione dispersiva viene utilizzata per descrivere il processo in cui la dimensione del materiale cambia man mano che le particelle del materiale vengono costantemente allungate e tagliate. Il metodo delle particelle traccianti è stato utilizzato per condurre statistiche matematiche su parametri di traiettoria quali tempo di residenza, indice di distribuzione, scala di separazione e distribuzione massima dello sforzo di taglio per analizzare le differenze nelle prestazioni di miscelazione tra bivite corotante e bivite controrotante.
Prestazioni di miscelazione assiale
La distribuzione del tempo di residenza è un indicatore importante per misurare le prestazioni di miscelazione assiale degli elementi a vite. Descrive la distribuzione del tempo di residenza dei materiali negli estrusori bivite in due forme: funzione di distribuzione del tempo di residenza cumulativo e funzione di distribuzione del tempo di residenza, che sono rispettivamente espresse dalla funzione di probabilità e dalla funzione di densità di probabilità.
1 Distribuzione del tempo di permanenza cumulativo
La curva di distribuzione del tempo di permanenza cumulativo (Figura 10) descrive la distribuzione di probabilità cumulativa del tempo di permanenza del fluido o del materiale nell'estrusore.
Come mostrato nella Figura 10, nella doppia vite corotante, il tempo in cui le particelle traccianti escono per la prima volta dal canale è 1,00 s, il tempo in cui escono completamente dal canale è 54,82 s e l'ampiezza della distribuzione del tempo di permanenza è 53,82 s.
Nella doppia vite controrotante, il tempo impiegato dalle particelle traccianti per uscire dal canale è di 1,48 secondi, il tempo impiegato per fuoriuscire completamente dal canale è di 59,80 secondi e l'ampiezza della distribuzione del tempo di residenza è di 58,32 secondi.
La curva di distribuzione del tempo di permanenza cumulativo della bivite corotante è superiore al tempo di permanenza cumulativo della bivite corotante e una curva più alta indica che più particelle stanno uscendo dal canale in un dato momento.
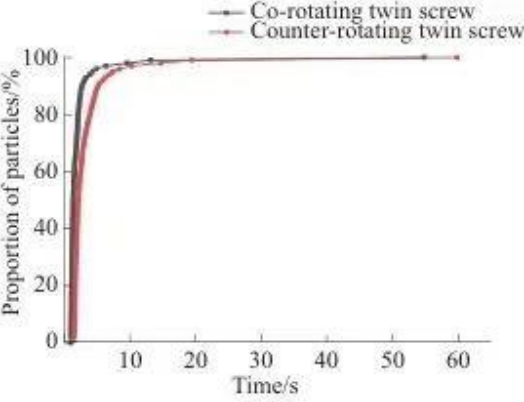
Figura 10 Distribuzione del tempo di permanenza cumulativo
2 Distribuzione del tempo di permanenza
La curva di distribuzione della densità di probabilità del tempo di residenza descrive la distribuzione di probabilità del tempo di residenza del materiale nell'estrusore in diversi periodi di tempo. Una densità di probabilità più alta significa una maggiore probabilità di residenza del materiale durante quel periodo, mentre una densità di probabilità più bassa indica un tempo di residenza relativamente più breve. Dalla funzione di densità di probabilità della distribuzione del tempo di residenza (Figura 11), si nota che:
Nella doppia vite corotante, la maggior parte delle particelle è concentrata tra 1,00 e 1,99 secondi, mentre nella doppia vite controrotante la maggior parte delle particelle è concentrata tra 1,48 e 2,97 secondi. La curva corrispondente della bivite corotante è più a sinistra e il picco è più alto, indicando che la capacità di trasporto della bivite corotante è maggiore. La ragione di questo fenomeno potrebbe essere che durante il processo di estrusione a doppia vite corotante, il materiale viene trasportato forzatamente lungo un percorso a forma di "∞" dalla vite.
Nell'estrusione bivite controrotante, il materiale si muove a forma di "C" e si mescola e reagisce ripetutamente nella camera a forma di C, determinando un tempo di permanenza prolungato.
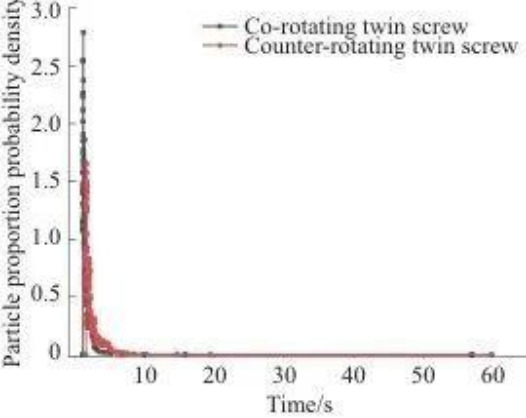
Figura 11 Distribuzione del tempo di permanenza
Prestazioni di miscelazione distribuite
1 Indice di distribuzione
Gli indici di distribuzione descrivono le proprietà reologiche e il comportamento del flusso dei materiali estrusi. Dalla curva dell'indice di distribuzione (Figura 12) si può notare che l'uniformità di distribuzione della bivite controrotante è migliore di quella della bivite corotante.
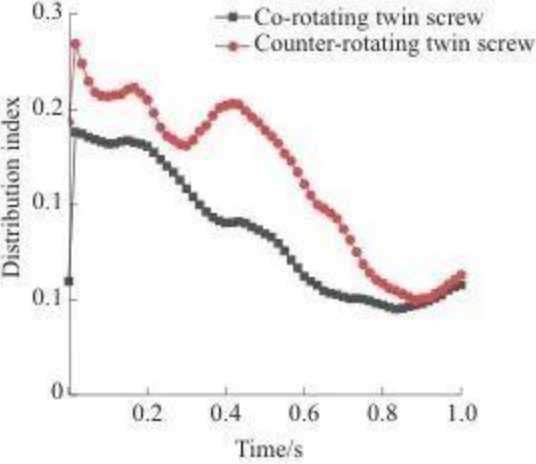
Figura 12 Indice di distribuzione
2 Scala di separazione
Le scale di separazione caratterizzano i processi di miscelazione distribuita. La Figura 13 mostra la curva della scala di separazione. Nel momento iniziale, le due particelle si trovano su entrambi i lati dell'ingresso, quindi il valore della scala di separazione è ampio. Con l'aumentare del tempo, la scala di separazione diminuisce sotto l'effetto di miscelazione a vite, la curva diminuisce, il grado di miscelazione della distribuzione delle particelle superficiali aumenta gradualmente e durante il processo si verifica un fenomeno di fluttuazione causato dall'aggregazione delle particelle durante il processo di flusso.
La curva della scala di separazione della bivite corotante è sempre inferiore a quella della bivite controrotante, indicando che ha una distribuzione più uniforme.
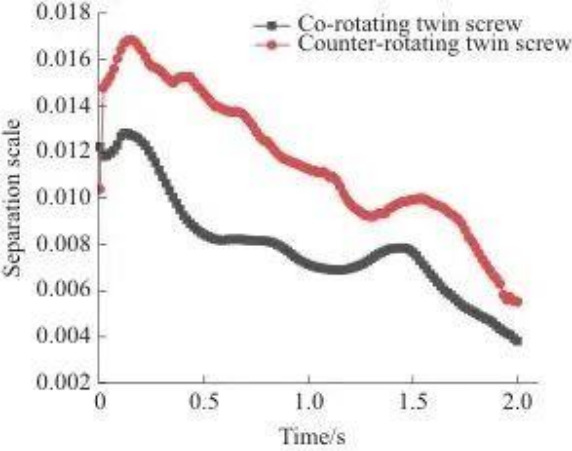
Figura 13 Scala di separazione
Nell'estrusione bivite corotante, le due viti ruotano nella stessa direzione e formano un forte effetto di taglio nel punto di ingranamento e il materiale si scambia più volte tra le viti, il che aiuta a ottenere una miscelazione di distribuzione uniforme.
Nell'estrusione bivite controrotante, la maggior parte del materiale viene trattenuta nella camera a forma di C, con solo una piccola quantità di materiale che fuoriesce dall'intercapedine per essere sottoposta a taglio e stiramento. La tenuta è buona, riducendo il flusso irregolare del materiale nella canaletta, e quindi diminuisce anche l'uniformità dell'impasto.
Prestazioni di dispersione e miscelazione
Il processo di dispersione e miscelazione è un processo in cui la dimensione delle particelle continua a diminuire e le forze di taglio e trazione a cui sono sottoposte le particelle del materiale svolgono un ruolo significativo in questo processo.
Lo stress di taglio massimo subito dalla particella tracciante indica il processo di taglio che la particella tracciante subisce durante il processo di estrusione bivite. Maggiore è la percentuale di particelle traccianti che subiscono un taglio elevato, migliore è l'effetto di dispersione della vite.
La Figura 14 mostra la curva di probabilità della massima sollecitazione di taglio. Come si può vedere dalla Figura 14, la curva corrispondente alla bivite controrotante è superiore a quella della bivite corotante.
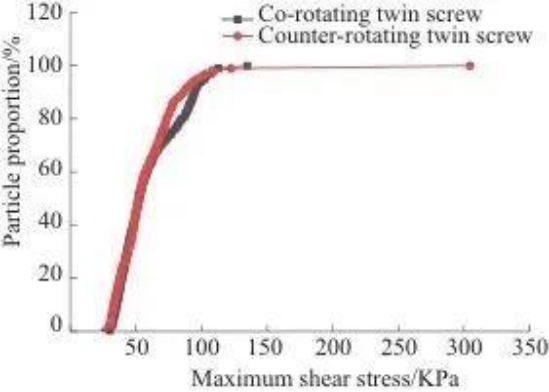
Figura 14 Massima probabilità di sollecitazione di taglio
La Figura 15 mostra la curva di densità di probabilità della massima sollecitazione di taglio. Dalla Figura 15 si può vedere che il massimo sforzo di taglio sopportato dalla particella è concentrato al culmine della sporgenza della curva.
Le due caratteristiche della curva indicano che la bivite controrotante ha una maggiore capacità di dispersione e può fornire effetti di taglio e trazione più forti rispetto alla bivite corotante.
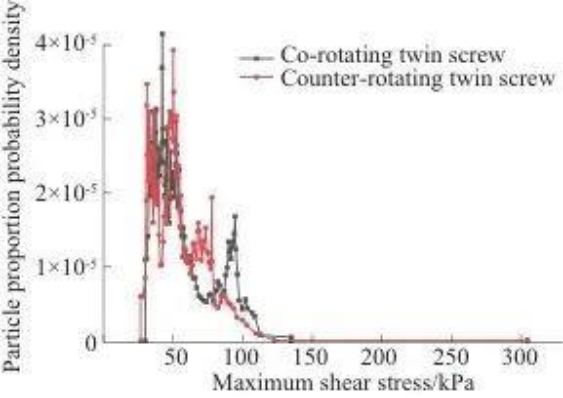
Figura 15 Massima densità di probabilità dello sforzo di taglio
Analisi dei risultati sperimentali
Analisi delle prove di impatto a trazione
Le Figure 17 e 18 mostrano rispettivamente i dati delle prove di trazione e di impatto.
La resistenza alla trazione e la deformazione a trazione alla rottura delle scanalature del materiale estruse mediante estrusione bivite corotante erano leggermente superiori a quelle estruse mediante estrusione bivite controrotante.
L'assorbimento dell'energia d'impatto e la resistenza all'impatto delle scanalature del materiale estruse mediante l'estrusione a controvite sono leggermente superiori a quelle estruse mediante l'estrusione a covite.
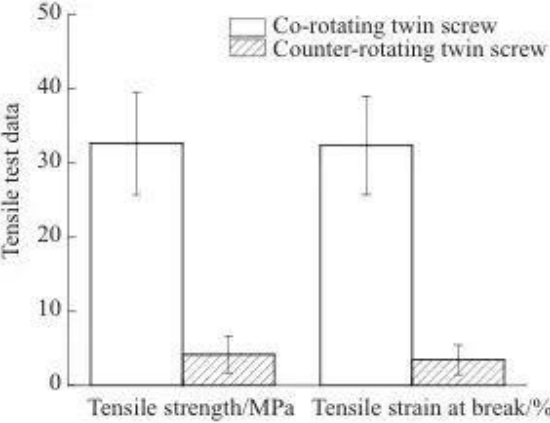
Figura 17 Dati della prova di trazione
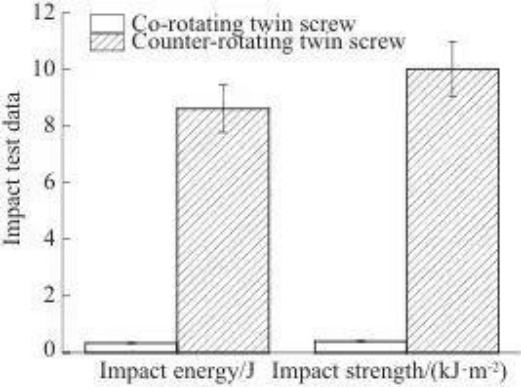
Figura 18 Dati delle prove di impatto
Risultati dei test reologici
Le proprietà reologiche dei polimeri si riflettono tipicamente nel modulo di immagazzinamento (G'), nel modulo di perdita (G') e nella viscosità del composito (η*). Il modulo di immagazzinamento riflette l'elasticità del materiale, il modulo di perdita riflette la viscosità del materiale e la viscosità del composito riflette il peso molecolare. La fluidità del polimero fuso dipende dalla capacità di movimento dei segmenti della catena molecolare. L'estrusione a vite modifica la struttura molecolare del PLA, causando la rottura delle sue catene molecolari e riducendone la viscosità.
La Figura 19 mostra la curva della viscosità del composito η* con frequenza angolare. Dalla Figura 19 si può vedere che η* diminuisce con l'aumentare della frequenza angolare.
A causa della differenza strutturale, la doppia vite controrotante ha una maggiore capacità di dispersione e miscelazione e la catena molecolare si rompe più completamente. Pertanto il η* del materiale estruso dalla bivite controrotante è inferiore a quello della bivite corotante.
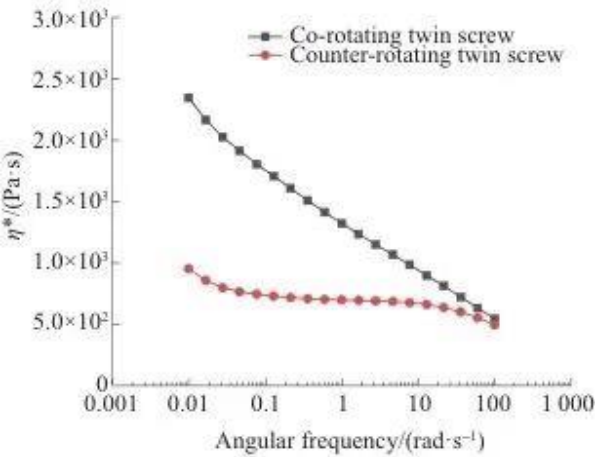
Figura 19 Curve di η *con frequenza angolare
Sommario
Vantaggi degli estrusori bivite corotanti:
• Il campo di flusso (soprattutto la pressione) è relativamente stabile.
• Capacità di miscelazione della distribuzione estremamente forte, elevata uniformità di distribuzione del materiale.
• Il breve tempo di permanenza del materiale e l'elevata efficienza di trasporto facilitano la lavorazione di materiali sensibili al calore e riducono il rischio di degradazione termica.
• I prodotti estrusi hanno migliori proprietà tensili.
Vantaggi degli estrusori bivite controrotanti:
• Maggiore capacità di creazione di pressione (ma attenzione alla possibile alta pressione locale).
• Taglio più intenso, dispersione e capacità di miscelazione superiori. Può fornire un effetto di allungamento più forte.
• Tempo di permanenza più lungo e distribuzione più ampia dei materiali, adatto per processi che richiedono tempi di reazione o miscelazione sufficienti.
• I prodotti estrusi hanno una maggiore resistenza agli urti e una minore viscosità del fuso (rottura più completa della catena molecolare).
An Una linea di produzione di pannelli compositi ignifughi di grado non combustibile è un sistema di produzione progettato per produrre pannelli compositi con rivestimento metallico il cui materiale centrale soddisfa la più alta classificazione di non combustibil...
View MoreMateria prima FR è il composto del nucleo ignifugo utilizzato all'interno dei pannelli compositi in alluminio resistenti al fuoco e viene generalmente fornito in due forme: granuli, che sono i pellet grezzi immessi nelle apparecchiature di estrusione, e nucleo in ro...
View MoreUna linea completa di produzione di pannelli raramente si regge o cade solo sulla pressa principale o sull'unità di laminazione. In pratica, il attrezzatura ausiliaria per la linea di produzione di pannelli configurazioni - macchine di livellamento, unità di...
View MoreAn Linea di prodotti di rivestimento colorato in alluminio è il sistema di apparecchiature utilizzato per applicare e polimerizzare una finitura colorata durevole su bobine o nastri di alluminio in un processo continuo e automatizzat...
View More
Cluster industriali del villaggio di Tanshang, Ganghua Road, città di Jinang, città di Zhangjiagang, provincia di Jiangsu, Cina

+86-18862679789
+86-15555592012
+86-13140831504

+86-0512-56720211

admin@evertopest.com
admin@acp-line.com
Diritto d'autore © Zhangjiagang Hongyang Machinery Equipment Co., Ltd. Tutti i diritti riservati. Produttori di linee di produzione di pannelli compositi personalizzati






